
 Maison
Maison





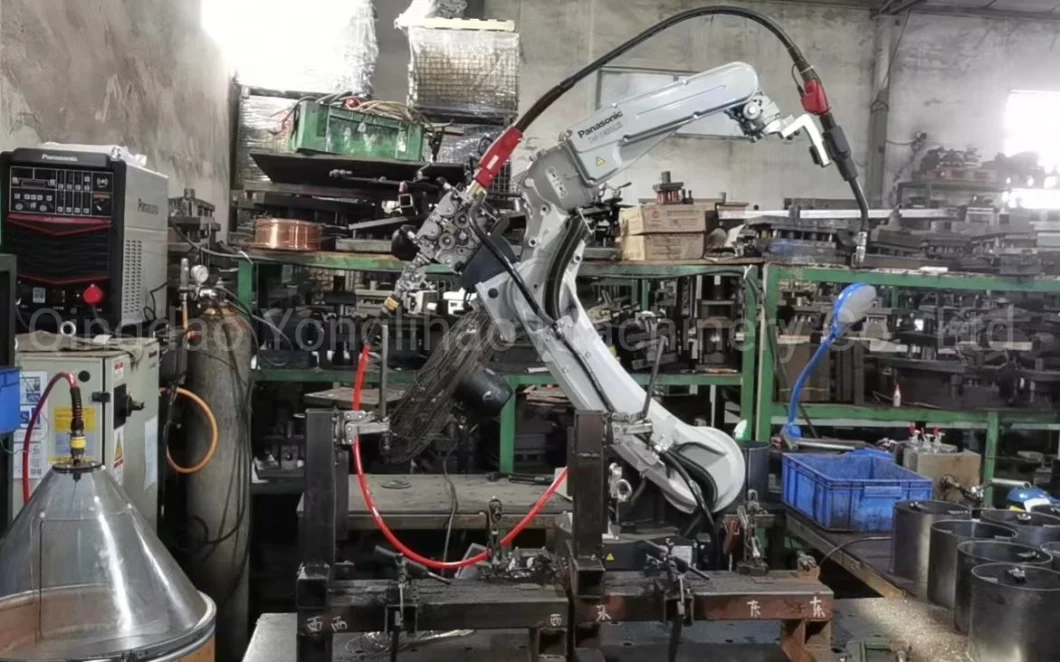
Découpe laser en acier de tôle OEM estampage pièces de soudage de pliage
OEM tôle acier découpe laser estampage pliage pièces de soudage affichage du produit avantages de soudage: 1. soudage à
Informations de base.
| Processus | Processus de formage |
| Industrie | Pièces d'emboutissage en métal |
| Tolérances | 0,1 mm |
| Personnalisé | Personnalisé |
| Tolérance | ISO2768-F |
| Traitement de surface | Peinture/revêtement en poudre/sablage/anodisation |
| Forfait Transport | Contre-plaqué |
| Origine | Qingdao |
| Code SH | 7326909000 |
| Capacité de production | 500 tonnes |
Description du produit
Découpe laser en acier de tôle OEM estampage pièces de soudage de pliage
| Matériau du produit | Q235/ Q345/ C10/ C20/ C45/ 16Mn etc.AL6061/ AL6063/ AL5754/ AL5052 etc.SUS201/ SUS303/ SUS304/ SUS316/ SUS316L etc.H57/ H58/ H59/ H62 etc. |
| Précision | 0,1 mm |
| Capacité | Pièces : 1 million / mois |
| Logiciel de conception | 3D : PROE/ UG/ SOLIDWORKS 2D : AutoCAD/ PDF/JPEG |
| Traitement de surface | Revêtement en poudre/galvanisé à chaud/peinture/polissage/brossage/chromage/nickelé etc. |
| Équipement de test | Testeur de dureté/analyse chimique/projecteur de mesure numérique, etc. |
| Épaisseur | 0,1-20 mm ou autre spécial disponible |
| Délai de mise en œuvre | 15-50 jours selon les produits |
| Standard | ANSI/API/BS/DIN/JIS/GB etc. |
| Équipement |
|
| Couverture des productions | Produit léger/produit de l'industrie de la construction/produit de valve/produit de rechange automobile/produits automobiles/produit de rechange d'équipement/produits de meubles, etc. |
Affichage du produit
Avantages du soudage :
1. Soudage à l'arc sous argon et tungstène : 1) L'argon peut isoler efficacement l'air, est insoluble dans le métal et ne réagit pas avec le métal. Pendant le soudage, l'arc peut également éliminer automatiquement le film d'oxyde à la surface du bain de fusion. Par conséquent, il peut souder avec succès des métaux non ferreux, de l'acier inoxydable et divers alliages faciles à oxyder, nitrurés et chimiquement actifs.2) L'arc d'électrode en tungstène est stable et des dizaines d'entre eux peuvent encore brûler de manière stable sous un faible courant de soudage (moins que 10a), ce qui est particulièrement adapté au soudage de plaques minces et de matériaux ultra-minces.3) La source de chaleur et le fil d'apport peuvent être contrôlés séparément, de sorte que l'apport de chaleur est facile à ajuster et que le soudage à différentes positions peut être effectué dehors. C'est également une méthode idéale pour réaliser un soudage simple face et un formage double face.4) Étant donné que la gouttelette de fil d'apport ne traverse pas l'arc, aucune éclaboussure ne se produira et la formation de soudure est magnifique.2. Soudage MIG : 1) Les gaz inertes ont peu d'interaction chimique avec les métaux. 2) Il n'y a pas de couche de revêtement sur la surface du fil de soudage et le courant de soudage peut être augmenté. Par conséquent, la pénétration du métal de base est importante, la vitesse de fusion du fil de soudage est rapide et le taux de dépôt est élevé. Comparé au soudage TIG (soudage à l'arc sous gaz avec insert de tungstène), son efficacité de production est élevée.3) Le transfert de gouttelettes adopte principalement le transfert par jet. La transition en court-circuit n'est utilisée que dans le soudage de plaques minces, tandis que la transition en goutte est rarement utilisée en production. Lors du soudage de l'aluminium, du magnésium et de leurs alliages, une transition sous jet est généralement utilisée. Parce que la zone d'atomisation de la cathode est grande, l'effet de protection du bain fondu est bon et la formation de soudure est bonne avec peu de défauts.4) Si une transition par court-circuit ou une méthode de soudage par impulsion est adoptée, le soudage dans toutes les positions peut être effectué, mais son l'efficacité du soudage est inférieure à celle du soudage à plat et du soudage horizontal.5) Généralement, une connexion inversée CC est adoptée, de sorte que l'arc soit stable, le transfert de gouttelettes est uniforme, les éclaboussures sont moindres et la formation de soudure est bonne.3. Soudage au CO2 : 1) L'arc CO2 a une forte pénétration, ce qui peut augmenter le bord émoussé de la rainure et réduire la rainure lors du soudage de plaques épaisses ; Densité de courant de soudage élevée et taux de fusion élevé du fil de soudage ; Généralement, le nettoyage des scories n'est pas nécessaire après le soudage, de sorte que la productivité du soudage au CO2 est environ 1 à 3 fois supérieure à celle du soudage à l'arc avec électrode.2) Le soudage au CO2 pur ne peut pas réaliser un transfert de jet dans la plage générale du processus. Il est couramment utilisé : transfert par court-circuit et transfert par goutte. Le transfert par jet ne peut être obtenu qu'après l'ajout d'un mélange de gaz.3) Le transfert par court-circuit peut être utilisé pour le soudage dans toutes les positions, et la qualité de soudage des composants à paroi mince est élevée et la déformation du soudage est faible.4) Il a une forte résistance à la rouille , une faible teneur en hydrogène dans la soudure et une faible tendance à la fissuration à froid lors du soudage d'aciers à haute résistance faiblement alliés.5) Le gaz CO2 est bon marché et le nettoyage des soudures avant le soudage peut être simplifié. Son coût de soudage ne représente que 40 à 50 % de celui du soudage à l'arc submergé et du soudage à l'arc avec électrodes.4. soudage à l'arc submergé :1) Productivité de soudage élevée2) Bonne qualité de soudure3) Faible coût de soudage4) Bonnes conditions de travail5) Large plage de soudage5. soudage par résistance : 1) les deux métaux sont chauffés intérieurement sous pression pour terminer le soudage. Qu'il s'agisse du processus de formation du joint de soudage ou du processus de formation de la surface du joint, ses problèmes métallurgiques sont très simples.2) En raison de la concentration thermique et du temps de chauffage court, la zone affectée par la chaleur est petite et la déformation et la contrainte sont petit. Généralement, il n'est pas nécessaire d'envisager le processus de correction ou de traitement thermique après le soudage.3) Opération simple, facile à réaliser une production mécanisée et automatisée, pas de bruit ni de fumée, de bonnes conditions de travail.4)Avec une productivité élevée, il peut être incorporé dans la chaîne de montage ainsi que d’autres processus de fabrication en production de masse.6. Soudage manuel à l'arc avec électrode : 1) L'équipement utilisé est relativement simple, relativement bon marché et portable. 2) La protection contre les gaz n'est pas requise. 3) Fonctionnement flexible et forte adaptabilité. 4) Il a une large gamme d'applications et convient au soudage. de la plupart des métaux et alliages industriels.
> Receiving inspection to raw materialAll materials must be provided with suppliers' certificates, and have to pass the receiving inspection before starting production. Occasionally, material samples will be sent to independent lab for specific test to meet customers' demands. All materials have to be tagged and classified, so the original source could be traced at any time during production processes.>> Producing inspectionEvery phase of production processes will be monitored by producing inspection. The first product shall accept test in every phase of production process. Only it completes the test and confirmed by quality control manager, mass production could be operated. Every producing operator will implement constant tests during production processes, including size-measuring, observing the appearance. >>Final inspectionProducts of Yonglihao only can get out of the warehouses after all files signed and sealed.br br>
Q1:Where can I get product & price information?A1:Send us inquiry e-mail or add us whatsapp, we will contact you as we receive your mail. Q2:How long can i get the sample?A2:Depends on your specific items, within 3-7 days is required generally.Q3:What kinds of information you need for quote?A3:Kindly please provide the product drawing in PDF, and will be better you can provide 3D drawing in STEP or IGS format.Q4: What shall we do if we do not have drawings?A4:Please send your sample to our factory, then we can copy or provide you better solutions. Please send us pictures or drafts with dimensions (Length, Hight, Width), CAD or 3D file will be made for you if placed order.Q5: How can we know the chemical component of your products is according to our request?A5: When we offer samples or batch parts, we will also send you our material list from our material factory, it shows more detailed.Q6: How to guarantee your final size can meet our drawing request?A6: we will make moulds according to your 3D drawing. And we also do sampling when batch production start, to make sure the final dimension can meet your request.Q7: How to make sure the color after painting or powder coating can be correct?A7: We have color card with different color number, such as RAL9016, we will contrast the sample surface and color card, to make sure the final surface effect is correct.Q8: Generally, how do you packing the goods?A8: normally, for inner package: the goods is nude, for outer package: carton + plywood. Q9: If we find the defect products exist in the batch parts, how to do?A9: Yes,your caution is very good, in fact, when batch production, we need do sampling. Before shipment, we also do testing to make sure the quality is ok. If you found several defect product exists, pls take photos and send your quality feedback, we will check and send you qualified products. But pls be assured that our products is qualified, unless caused by the worker's mistake to place.
Envoyez-nous